The following pictures were taken at various stages of pot manufacturing.


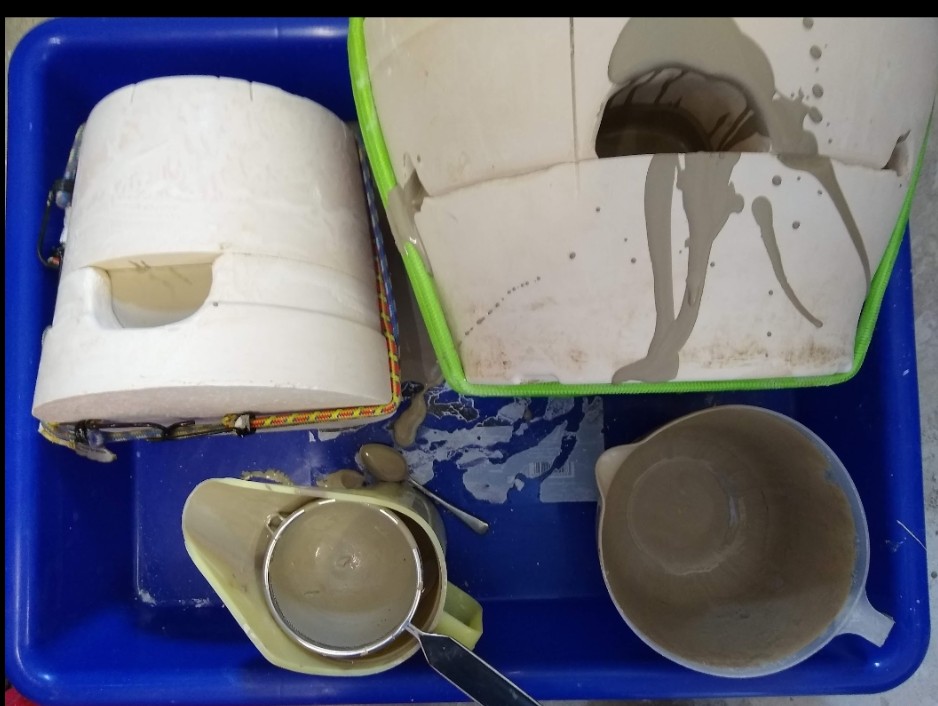









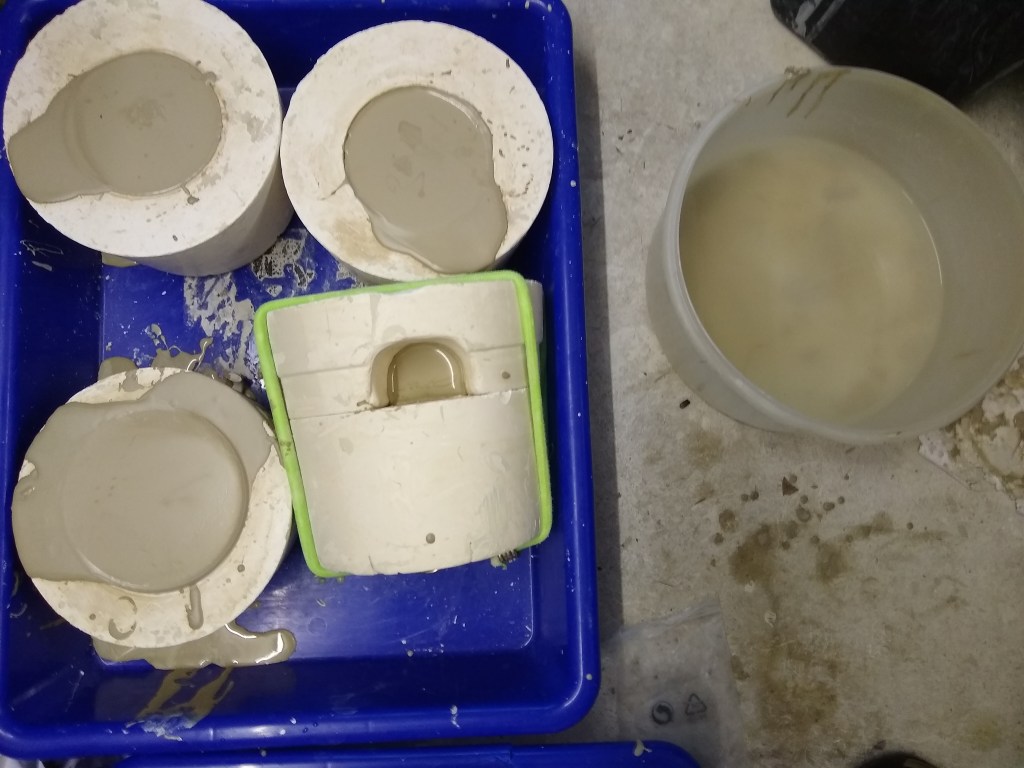
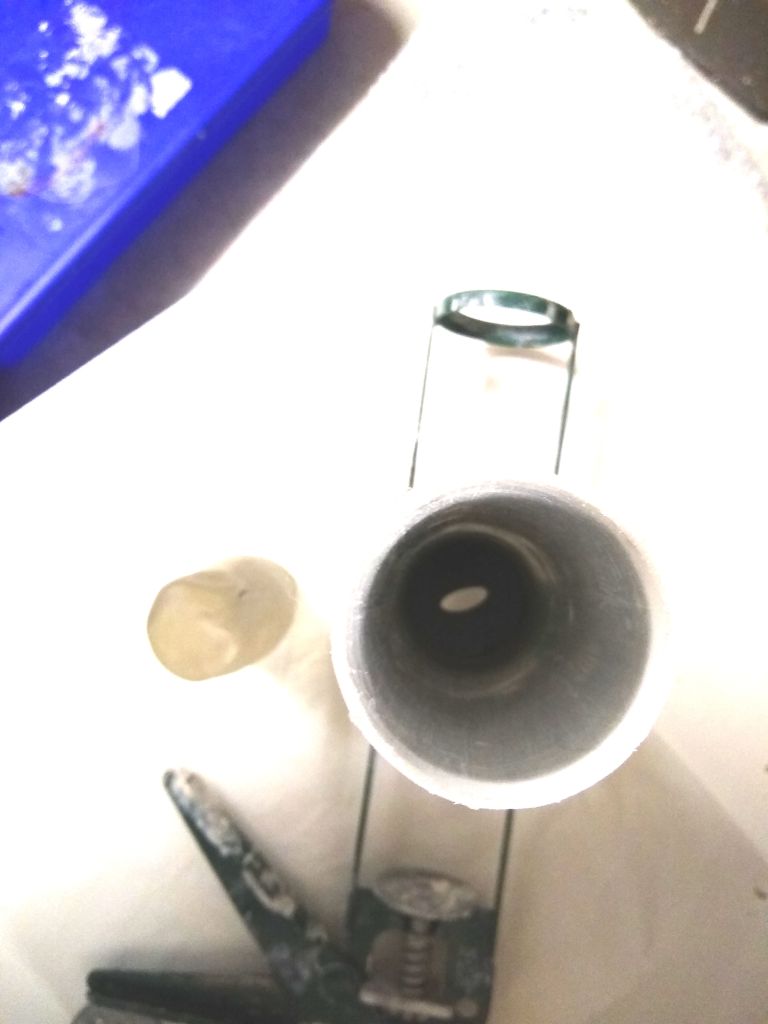
The casting process from slip making to cast green ware ready for firing



Builders plaster mixing tool used for stirring the clay to make slip.






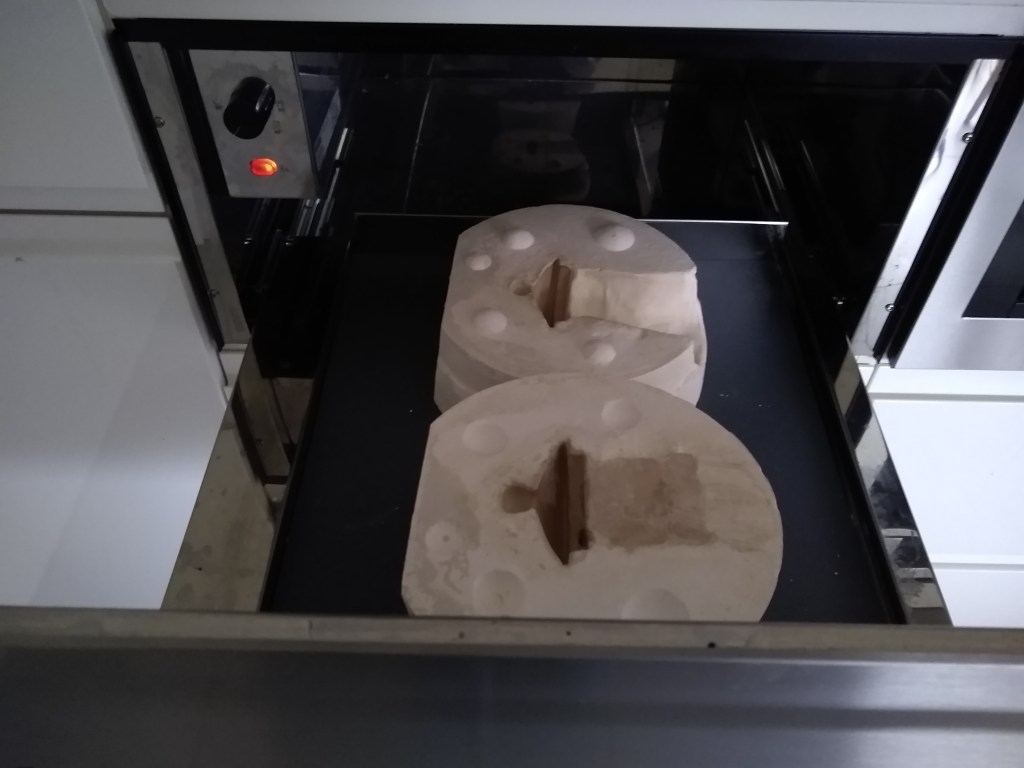

Garage temperature is currently at 8 C, hence the moulds brought in to warm up!